
Kategori
- FM-sändare
- 0-50w 50w-1000w 2kw-10kw 10kw +
- TV-sÄNDARE
- 0-50w 50-1kw 2kw-10kw
- FM-antenn
- TV-antenn
- antenn tillbehör
- Kabel kontakt ström~~POS=TRUNC Splitter konstlast
- RF Transistor
- Strömförsörjning
- ljud Utrustning
- DTV Front End Equipment
- länksystemet
- STL-system Microwave Link-systemet
- FM-radio
- Energimätare
- Andra produkter
- Special för Coronavirus
produkter Tags
Fmuser webbplatser
- es.fmuser.net
- it.fmuser.net
- fr.fmuser.net
- de.fmuser.net
- af.fmuser.net -> afrikanska
- sq.fmuser.net -> albanska
- ar.fmuser.net -> arabiska
- hy.fmuser.net -> Armenian
- az.fmuser.net -> Azerbajdzjanska
- eu.fmuser.net -> Baskiska
- be.fmuser.net -> vitryska
- bg.fmuser.net -> Bulgariska
- ca.fmuser.net -> katalanska
- zh-CN.fmuser.net -> Kinesiska (förenklad)
- zh-TW.fmuser.net -> Kinesiska (traditionella)
- hr.fmuser.net -> kroatiska
- cs.fmuser.net -> Tjeckiska
- da.fmuser.net -> danska
- nl.fmuser.net -> Dutch
- et.fmuser.net -> estniska
- tl.fmuser.net -> filippinska
- fi.fmuser.net -> finska
- fr.fmuser.net -> French
- gl.fmuser.net -> galiciska
- ka.fmuser.net -> Georgiska
- de.fmuser.net -> tyska
- el.fmuser.net -> Greek
- ht.fmuser.net -> Haitisk kreol
- iw.fmuser.net -> hebreiska
- hi.fmuser.net -> Hindi
- hu.fmuser.net -> ungerska
- is.fmuser.net -> isländska
- id.fmuser.net -> Indonesiska
- ga.fmuser.net -> Irländska
- it.fmuser.net -> Italian
- ja.fmuser.net -> japanska
- ko.fmuser.net -> koreanska
- lv.fmuser.net -> lettiska
- lt.fmuser.net -> Litauiska
- mk.fmuser.net -> makedonska
- ms.fmuser.net -> Malajiska
- mt.fmuser.net -> maltesiska
- no.fmuser.net -> Norwegian
- fa.fmuser.net -> persiska
- pl.fmuser.net -> polska
- pt.fmuser.net -> portugisiska
- ro.fmuser.net -> rumänska
- ru.fmuser.net -> ryska
- sr.fmuser.net -> serbiska
- sk.fmuser.net -> Slovakiska
- sl.fmuser.net -> Slovenska
- es.fmuser.net -> spanska
- sw.fmuser.net -> Swahili
- sv.fmuser.net -> svenska
- th.fmuser.net -> Thai
- tr.fmuser.net -> Turkiska
- uk.fmuser.net -> ukrainska
- ur.fmuser.net -> Urdu
- vi.fmuser.net -> Vietnamesiskt
- cy.fmuser.net -> Walesiska
- yi.fmuser.net -> Jiddisch
PCB-tillverkningsprocess | 16 steg för att skapa ett PCB-kort
"PCB-tillverkning är mycket viktigt i PCB-industrin, det är nära besläktat med PCB-design, men känner du verkligen till alla PCB-tillverkningsstegen i PCB-produktionen? I denna del visar vi dig 16 steg i PCB-tillverkningsprocessen. Inklusive vad är de och hur de fungerar i PCB-tillverkningsprocessen ----- FMUSER "
Dela är att bry sig!
STEG 1: PCB Design - Design och output
STEG 2: PCB File Plotting - Filmgenerering av PCB Design
STEG 3: Inre lager Imaging Transfer - SKRIV UT INNER LAGR
STEG 4: Kopparetsning - Ta bort oönskad koppar
STEG 5: Skiktjustering - Laminering av lagren tillsammans
STEG 6: Hålborrning - för att fästa komponenterna
STEG 7: Automatiserad optisk inspektion (endast flerlagers kretskort)
STEG 8: OXIDE (endast flerlagers kretskort)
STEG 9: Yttre lager etsning och slutlig randning
STEG 10: Lödmask, silkscreen och ytbehandlingar
STEG 12: Eltest - Testning av flygande sond
STEG 13: Tillverkning - profilering och V-poäng
STEG 14: Mikrosektion - Extra steg
STEG 15: Slutkontroll - PCB-kvalitetskontroll
STEG 16: Förpackning - Serverar vad du behöver
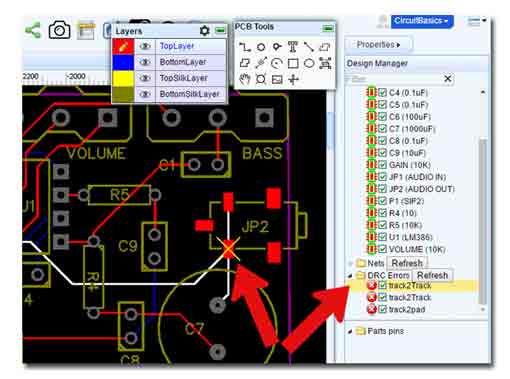
Kretskortsdesign
Kretskortsdesign är det inledande steget i etsningsprocessen medan CAM-ingenjörssteget är det första steget i PCB-tillverkningen av ett nytt kretskort,Designern analyserar kravet och väljer lämpliga komponenter som processor, strömförsörjning etc. Skapa en ritning som uppfyller alla krav.

Men kom alltid ihåg att kretskorten ska vara rigoröst kompatibla med en PCB-layout skapad av designern med hjälp av PCB-designprogramvara. Om du är designer, bör du informera din kontraktstillverkare om PCB-designprogramvaruversionen som används för att designa kretsen eftersom det hjälper till att undvika problem som orsakas av avvikelser före PCB-tillverkning.
När designen är klar, tryck den på överföringspapperet. Se till att designen passar inuti den blanka sidan av papperet.
Det finns också många PCB-terminologier inom PCB-tillverkning, PCB-design och etc. Du kanske har en bättre förståelse för kretskort efter att ha läst några av PCB-terminologierna från nedanstående sida!
Läs också: PCB Terminologi Ordlista (nybörjarvänlig) | PCB-design
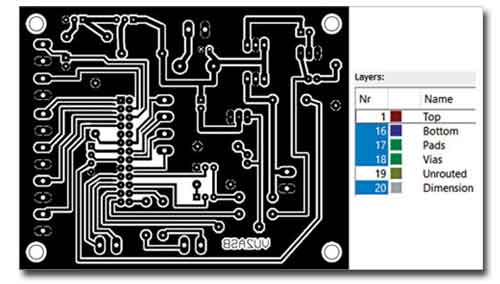
Vanligtvis kommer data i ett filformat som kallas utökat Gerber (Gerber kallas också RX274x), vilket är det program som används oftast, även om andra format och databaser kan användas.
När en designlayout för kretskortet matats in i Gerber Extended-programvaran, ses alla olika aspekter av designen över för att säkerställa inga fel.
Efter en grundlig undersökning tas den färdiga PCB-designen till ett PCB-tillverkningshus för produktion. Vid ankomsten genomgår designen en andra kontroll av tillverkaren, känd som en design för tillverkning (DFM) -kontroll, vilket säkerställer:
● PCB-design kan tillverkas
● PCB-design uppfyller kraven för minimitoleranser under tillverkningsprocessen
▲ TILLBAKA ▲
Läs också: Vad är kretskort (PCB) | Allt du behöver veta
STEG 2: PCB File Plotting - Filmgenerering av PCB Design
När du väl har bestämt dig för din PCB-design är nästa steg att skriva ut den. Detta sker vanligtvis i ett temperatur- och fuktighetsreglerat mörkt rum. Olika lager av PCB-fotofilmen är inriktade genom att stansa exakta registreringshål i varje filmfilm. Filmen är skapad för att hjälpa till att skapa en figur av kopparbanan.
Tips: Glöm inte att påminna tillverkarna om att göra en DFM-kontroll efter att ha skrivit ut dina kretskortfiler, som PCB-designer.
En specialskrivare som kallas en laserfotoplotter används vanligtvis vid PCB-utskrift, även om den är en laserskrivare är den inte en vanlig laserjet-skrivare.
Men denna filmprocess är inte tillräcklig längre för miniatyrisering och tekniska framsteg. Det blir föråldrat på vissa sätt.
Laserfotoplotter tar kortdata och omvandlar den till en pixelbild, sedan skriver en laser detta på filmen och den exponerade filmen utvecklas automatiskt och laddas ur för operatören.
Den slutliga produkten resulterar i ett plastark med ett foto negativt av kretskortet i svart bläck. För de inre lagren av PCB representerar svart bläck de ledande koppardelarna i PCB. Den återstående tydliga delen av bilden betecknar områdena med icke-ledande material. De yttre skikten följer det motsatta mönstret: klart för koppar, men svart hänvisar till det område som kommer att etsas bort. Plottaren utvecklar automatiskt filmen och filmen lagras säkert för att förhindra oönskad kontakt.
Varje lager av kretskort och lödmask får sitt eget klara och svarta filmark. Totalt behöver en tvåskikts PCB fyra ark: två för lagren och två för lödmasken. Det är viktigt att alla filmer måste motsvara varandra. När de används i harmoni kartlägger de PCB-inriktningen.
För att uppnå perfekt anpassning av alla filmer, bör registreringshål stansas genom alla filmer. Hålets exakthet inträffar genom att justera bordet på vilket filmen sitter. När de små kalibreringarna på bordet leder till en optimal matchning stansas hålet. Hålen passar in i registreringsnålarna i nästa steg i bildprocessen.
Läs också: Genomgående hål vs ytmontering | Vad är skillnaden?
▲ TILLBAKA ▲
Detta steg gäller endast brädor med mer än två lager. Enkla tvåskiktsbrädor går vidare till borrning. Flerskiktsbrädor kräver fler steg.
Det första steget är att rengöra koppar.
I PCB-konstruktion spelar renhet betydelse. Kopparsidigt laminat rengörs och förs in i en dekontaminerad miljö. Kom alltid ihåg att se till att inget damm kommer upp på ytan där det kan orsaka kortslutning eller öppen krets på det färdiga kretskortet.
Den rena panelen tar emot ett lager av en fotokänslig film som kallas fotoresist. Skrivaren använder kraftfulla UV-lampor som härdar fotoresist genom den klara filmen för att definiera kopparmönstret.
Detta säkerställer en exakt matchning från fotofilmer till fotoresist.
Operatören laddar den första filmen på stiften, sedan den belagda panelen och sedan den andra filmen. Sängen på skrivaren har registreringsstift som matchar hålen i fotoverktygen och i panelen, så att de övre och undre lagren är exakt inriktade.
Filmen och tavlan ställer upp och får en explosion av UV-ljus. Ljuset passerar genom de tydliga delarna av filmen och härdar fotoresist på koppar under. Det svarta bläcket från plottaren förhindrar att ljuset når de områden som inte är avsedda att härda, och de är planerade för borttagning.
Under de svarta områdena förblir motståndet ohärdat. Renrummet använder gul belysning eftersom fotoresist är känslig för UV-ljus.

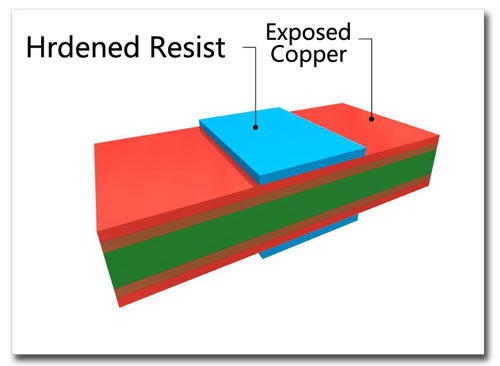
Produkten framträder med motstånd som täcker kopparområdena som är avsedda att förbli i den slutliga formen. En tekniker undersöker styrelserna för att säkerställa att inga fel uppstår under detta steg. Allt resist som är närvarande vid denna punkt betecknar koppar som kommer att dyka upp i det färdiga kretskortet.
Läs också: PCB-design | PCB-tillverkningsprocessflödesschema, PPT och PDF
▲ TILLBAKA ▲
STEG 4: Kopparetsning - Ta bort oönskad koppar
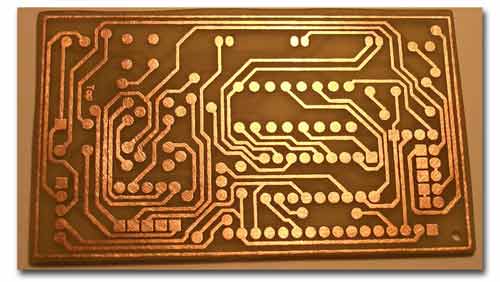
Vid PCB-tillverkning är etsning en process för att avlägsna oönskad koppar (Cu) från kretskortet. Den oönskade kopparen är ingenting annat än koppar utan krets som tas bort från kortet. Som ett resultat uppnås det önskade kretsmönstret. Under denna process avlägsnas baskoppar eller startkoppar från kortet.
Den ohärdade fotoresisten avlägsnas och den härdade resisten skyddar önskad koppar, kortet fortsätter till oönskad borttagning av koppar. Vi använder surt etsmedel för att tvätta bort överflödigt koppar. Under tiden förblir koppar vi vill behålla helt täckt under skiktet av fotoresist.
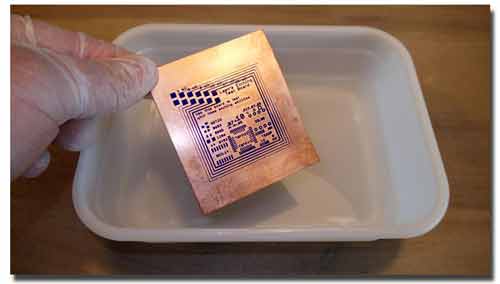
PCB-tillverkarna använder vanligtvis en våtetsningsprocess. Vid våt etsning upplöses det oönskade materialet när det nedsänks i en kemisk lösning.
Det finns två metoder för våtetsning:
● Alkalisk etsning (ammoniak)
Den sura metoden används för att etsa bort de inre skikten i ett PCB. Denna metod involverar kemiska lösningsmedel som Ferriklorid (FeCl3) OR Kopparklorid (CuCl2).
Den alkaliska metoden används för att etsa bort de yttre skikten i ett PCB. Här är de använda kemikalierna kloridkoppar (CuCl2 Castle, 2H2O) + hydroklorid (HCl) + väteperoxid (H2O2) + vatten (H2O) -komposition. Den alkaliska metoden är en snabb process och är lite dyr.
Processen kontrolleras noggrant för att säkerställa att de färdiga ledarbredderna är exakt som designade. Men designers bör vara medvetna om att tjockare kopparfolier behöver större utrymmen mellan spåren. Operatören kontrollerar noggrant att all oönskad koppar har etsats bort
När den oönskade kopparen har avlägsnats bearbetas brädan för strippning där tenn eller tenn / magert eller fotoresist avlägsnas från brädet.
Nu avlägsnas oönskad koppar med hjälp av en kemisk lösning. Denna lösning tar bort extra koppar utan att skada den härdade fotoresisten.
Läs också: Hur återvinner man ett avfallskretskort? | Saker du borde veta
▲ TILLBAKA ▲
STEG 5: Layer Alignment - Laminering av lagren tillsammans
Tillsammans med tunna lager av kopparfolie för att täcka de yttre ytorna på brädans övre och nedre sidor staplas lagerpar för att skapa en PCB-sandwich. För att underlätta bindningen av skikten kommer varje lagerpar att ha ett ark med "prepreg" infogat mellan dem. Prepreg är ett glasfibermaterial impregnerat med epoxiharts som smälter under lamineringens värme och tryck. När prepreg svalnar kommer det att binda ihop skiktparen.
För att producera ett flerskikts-PCB lamineras alternerande skikt av epoxinfunderat glasfiberark som kallas prepreg och ledande kärnmaterial under hög temperatur och tryck med hjälp av en hydraulisk press. Trycket och värmen gör att prepreg smälter och sammanfogar skikten. Efter kylning följer det resulterande materialet samma tillverkningsprocesser som ett dubbelsidigt PCB. Här är mer detaljer om lamineringsprocessen med ett 4-skikts PCB som ett exempel:

Sammanställa styrelsen tillsammans under denna fas kräver mycket uppmärksamhet på detaljer för att upprätthålla korrekt inriktning av kretsarna på de olika lagren. När stapeln är klar lamineras de inklädda skikten och lamineringsprocessens värme och tryck smälter samman skikten till ett kretskort.
▲ TILLBAKA ▲
STEG 6: Hålborrning - för att fästa komponenterna
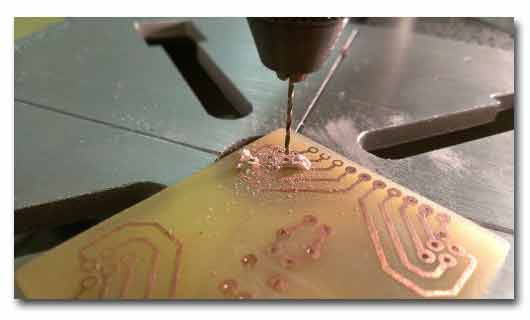
Vias, montering och andra hål borras genom kretskortet (vanligtvis i panelstaplar, beroende på borrets djup). Noggrannhet och rena hålväggar är väsentliga, och sofistikerad optik ger detta.
För att hitta platsen för borrmålen identifierar en röntgenlokalisator rätt borrmålspunkter. Då borras korrekta registreringshål för att säkra stacken för serien med mer specifika hål.
Innan borrningen placeras placerar teknikern en platta av buffertmaterial under borrmålet för att säkerställa att ett rent hål antas. Utgångsmaterialet förhindrar onödig rivning på borrens utgångar.
En dator kontrollerar alla borrmikro-rörelser - det är bara naturligt att en produkt som bestämmer maskinernas beteende är beroende av datorer. Den datordrivna maskinen använder borrfilen från den ursprungliga designen för att identifiera rätt fläckar att borra.
När hål har borrats rengörs de med kemiska och mekaniska processer för att avlägsna hartsutstryk och skräp orsakade av borrning. Hela den exponerade ytan på brädet, inklusive hålens inre, beläggs sedan kemiskt med ett tunt kopparskikt. Detta skapar en metallbas för galvanisering av ytterligare koppar i hålen och på ytan i nästa steg.
Efter att borrningen har slutförts genomgår ytterligare koppar som leder kanterna på produktionspanelen borttagning med ett profileringsverktyg.
▲ TILLBAKA ▲
STEG 7: Automatisk optisk inspektion (endast flerlagers kretskort)
Efter laminering är det omöjligt att sortera fel i inre lager. Följaktligen utsätts panelen för automatisk optisk inspektion innan limning och laminering. Maskinen skannar skikten med en lasersensor och jämför den med den ursprungliga Gerber-filen för att lista ut eventuella avvikelser.
När alla lager är rena och färdiga måste de inspekteras för inriktning. Både det inre och det yttre lagret kommer att vara uppradade med hjälp av hål som borrats tidigare. En optisk stansmaskin borrar en stift över hålen för att hålla skikten i linje. Efter detta börjar inspektionsprocessen att se till att det inte finns några brister.
De vanligaste händelserna som inträffar under lagerbildsprocessen som resulterar i en kort eller öppen relaterad fråga är:
● Bilden exponeras felaktigt och orsakar antingen en ökning / minskning av funktionernas storlek.
● Den dåliga torrfilmen motstår vidhäftning som kan orsaka snitt, skär eller nålhål i det etsade mönstret.
● Koppar är underetsadlämnar oönskad koppar eller orsakar tillväxt i funktionsstorlek eller shorts.
● Koppar är överetsad, ta bort kopparfunktioner som är nödvändiga, skapa reducerade funktionsstorlekar eller skärningar.
I slutändan är AOI en viktig del av tillverkningsprocessen som hjälper till att säkerställa noggrannhet, kvalitet och leverans av kretskort i tid.
▲ TILLBAKA ▲
Oxid (kallad svartoxid eller brunoxid beroende på processen), är en kemisk behandling av inre skikt av flerskikts-PCB före laminering, för att öka grovheten hos pläterad koppar för att förbättra laminatbindningshållfastheten. Denna process hjälper till att förhindra delaminering eller separering mellan något av skikten av basmaterial eller mellan laminatet och den ledande folien, när tillverkningsprocessen är klar.
STEG 9: Yttre lager etsning och slutlig randning
Fotoresist strippning
När panelen väl har pläterats blir fotomotståndet oönskat och måste avlägsnas från panelen. Detta görs i en horisontell process innehållande en ren alkalisk lösning som effektivt avlägsnar fotoresisten och lämnar basens koppar i panelen exponerad för avlägsnande i följande etsningsprocess.
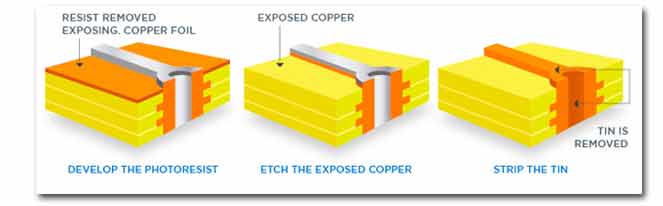
Tennet skyddar den perfekta kopparen mitt i detta skede. Den oönskade exponerade koppar och koppar under resten av resistlagret upplever borttagning. I denna etsning, vi använder ammoniakmedel för att etsa bort den oönskade kopparen. Under tiden säkrar burken den koppar som krävs under detta steg.
De ledande regionerna och förbindelserna löses legitimt i detta skede.
Tenn strippning
Efter etsningsprocessen täcks koppar som finns på PCB av etsningsmotståndet, dvs tennet, vilket inte längre behövs. Därför, vi tar bort den innan vi fortsätter vidare. Du kan använda koncentrerad salpetersyra för att ta bort burken. Salpetersyra är mycket effektiv vid avlägsnande av tenn och skadar inte kopparkretsspåren under tennmetallen. Således har du nu en tydlig tydlig kontur av koppar på kretskortet.
När pläteringen är klar på panelen motstår den torra filmen det som finns kvar och koppar som ligger under måste tas bort. Panelen kommer nu att gå igenom strip-etch-strip (SES) -processen. Panelen avlägsnas från motståndet och koppar som nu exponeras och inte täcks av tenn kommer att etsas bort så att endast spåren och dynorna runt hålen och andra kopparmönster blir kvar. Den torra filmen avlägsnas från tennpläterade paneler och den exponerade kopparen (inte skyddad av tenn) etsas bort och lämnar det önskade kretsmönstret. Vid denna tidpunkt är kortets grundläggande kretslopp slutfört
▲ TILLBAKA ▲
STEG 10: Lödmask, silkscreen och ytfinish
För att skydda kortet under montering appliceras lödmaskmaterialet med en UV-exponeringsprocess som liknar den som användes med fotoresist. Denna lödmask kommer täck hela ytan på brädet med undantag av metallkuddar och funktioner som kommer att lödas. Förutom lödmasken är komponentreferensbeteckningar och andra kortmarkeringar silkscreenade på kortet. Både lödmask och silkscreenbläck härdas genom att baka kretskortet i en ugn.
Kretskortet kommer också att ha en ytfinish applicerad på dess exponerade metallytor. Detta hjälper till att skydda den exponerade metallen och hjälper till vid lödning under montering. Ett exempel på en ytfinish är varmluftsnivellering (HASL). Brädan beläggs först med flöde för att förbereda den för lödet och doppas sedan i ett bad av smält löd. När brädet tas bort från lödbadet, en högtryckssprängning av varm luft tar bort överflödigt löd från hålen och slätar lodet på ytmetallen.
Lödmaskapplikationen
En lödmask appliceras på båda sidor av brädet, men innan är panelerna täckta med ett epoxilödmaskfärg. Brädorna får en blixt av UV-ljus som passerar genom en lödmask. De täckta delarna förblir ohärdade och kommer att genomgå avlägsnande.
Grön valdes som standardlödmaskfärg eftersom den inte täcker ögonen. Innan maskiner kunde inspektera kretskort under tillverknings- och monteringsprocessen var allt handkontroller. Det övre ljuset som används för tekniker för att kontrollera brädorna reflekteras inte på en grön lödmask och är bäst för deras ögon.
Nomenklaturen (silkscreen)
Silkescreening eller profilering är processen för att skriva ut all viktig information på kretskortet, såsom tillverkar-id, företagsnamn komponentnummer, felsökningsställen. Detta är användbart vid service och reparation.

Det är också mest konstnärliga processen för PCB-tillverkning. Det nästan färdiga kortet får utskrift av läsbara bokstäver, som vanligtvis används för att identifiera komponenter, testpunkter, PCB- och PCBA-artikelnummer, varningssymboler, företagslogotyper, datumkoder och tillverkarens märken.
PCB passerar äntligen på det sista beläggnings- och härdningssteget.
Ytfinish i guld eller silver
Kretskortet är pläterat med guld eller silver för att ge extra lödförmåga till kortet, vilket ökar lödningens bindning.
Appliceringen av varje ytfinish kan variera något i processen men innebär att panelen doppas ned i ett kemiskt bad för att belägga exponerad koppar med önskad yta.
Den slutliga kemiska processen som används för att tillverka en PCB applicerar ytfinishen. Medan lödmasken täcker större delen av kretsarna är ytfinishen utformad för att förhindra oxidation av kvarvarande exponerad koppar. Detta är viktigt för oxiderad koppar kan inte lödas. Det finns många olika ytbehandlingar som kan appliceras på ett kretskort. Den vanligaste är Hot Air Solder Level (HASL), som erbjuds som både ledd och blyfri. Men beroende på PCB: s specifikationer, applikation eller monteringsprocess kan lämpliga ytfinisher omfatta Electroless Nickel Immersion Gold (ENIG), Soft Gold, Hard Gold, Immersion Silver, Immersion Tin, Organic Solderability Conservative (OSP) och andra.
Kretskortet pläteras sedan med en guld-, silver- eller blyfri HASL- eller varmluftlödningsutjämning. Detta görs så att komponenterna kan lödas på de skapade dynorna och skydda koppar.
▲ TILLBAKA ▲
STEG 12: Eltest - Testning av flygprober
Som en sista försiktighetsåtgärd för upptäckt kommer kortet att testas av tekniker för funktionalitet. Vid den här tiden använder de det automatiska förfarandet för att bekräfta PCB-funktionaliteten och dess överensstämmelse med den ursprungliga designen.
Vanligtvis kallas en avancerad version av elektrisk testning Test av flygprob vilket beror på rörliga sonder för att testa nätets elektriska prestanda på ett nätt kretskort kommer att användas i det elektriska testet.
Eventuella shorts eller öppningar kommer att identifieras, vilket gör det möjligt för operatören att antingen reparera eller kasta kretskortet som defekt. Beroende på komplexiteten i konstruktionen och antalet testpunkter kan det ta ett elektriskt test var som helst från några sekunder till flera timmar att slutföra.
Beroende på olika faktorer, såsom designens komplexitet, lagerskikt och komponentriskfaktor, väljer vissa kunder att avstå från elektriska tester för att spara tid och kostnad. Detta kan vara OK för enkla dubbelsidiga kretskort där inte många saker kan gå fel, men vi rekommenderar alltid elektriska tester på flerskiktsdesign oavsett komplexitet. (Tips: Att förse din tillverkare med en "netlista" utöver dina designfiler och tillverkningsanmärkningar är ett sätt att förhindra oväntade fel.)
▲ TILLBAKA ▲
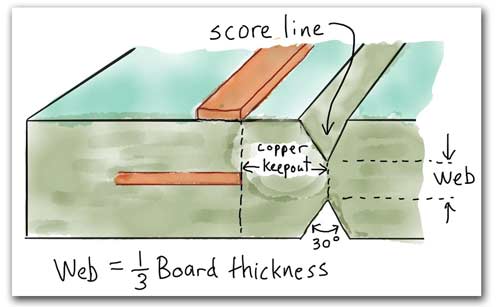
STEG 13: Tillverkning - Profilering och V-Scoring
När en PCB-panel har slutfört elektrisk testning är de enskilda korten redo att separeras från panelen. Denna process utförs av en CNC-maskin, eller Router, som leder varje kort ut från panelen till önskad form och storlek. Routerbitarna som vanligtvis används är 0.030 - 0.093 i storlek och för att påskynda processen kan flera paneler staplas två eller tre höga beroende på den totala tjockleken för varje. Under denna process kan CNC-maskinen också tillverka slitsar, avfasningar och fasade kanter med en mängd olika routerbitstorlekar.
Ruttprocessen är en fräsningsprocess där en fräsbit används för att skära profilen för den önskade kortkonturen. Panelerna är “fästs och staplas”Som tidigare gjorts under“ Drill ”-processen. Den vanliga stacken är 1 till 4 paneler.
För att profilera kretskorten och klippa ut dem från produktionspanelen behöver vi klippa, det vill säga att skära olika brädor från originalpanelen. Metoden som används antingen centrerar på att använda en router eller ett v-spår. En router lämnar små flikar längs brädans kanter medan v-spåret skär diagonala kanaler längs båda sidor av brädet. Båda vägarna gör att brädorna enkelt kan springa ut från panelen.
Istället för att dirigera enskilda små kort kan PCB: erna dirigeras som matriser som innehåller flera kort med flikar eller poänglinjer. Detta möjliggör enklare montering av flera brädor samtidigt, samtidigt som montören kan bryta isär de enskilda brädorna när monteringen är klar.
Slutligen kommer brädorna att kontrolleras med avseende på renhet, skarpa kanter, grader osv. Och rengöras efter behov.
STEG 14: Microsectioning - Extra Steg
Mikrosektionering (även känd som ett tvärsnitt) är ett valfritt steg i PCB-tillverkningsprocessen men är ett värdefullt verktyg som används för att validera den interna konstruktionen av ett PCB för både verifierings- och felanalysändamål. För att skapa ett exemplar för mikroskopisk undersökning av materialet skärs ett tvärsnitt av kretskortet och placeras i en mjuk akryl som hårdnar runt det i form av en hockeypuck. Avsnittet poleras sedan och ses under ett mikroskop. En detaljerad inspektion kan göras genom att kontrollera många detaljer såsom pläteringstjocklekar, borrkvalitet och kvalitet på interna sammankopplingar.

STEG 15: Slutkontroll - PCB-kvalitetskontroll
I det sista steget i processen bör inspektörerna ge varje PCB en slutlig noggrann kontroll. Visuell kontroll av kretskortet mot acceptanskriterier. Med manuell visuell inspektion och AVI - jämför PCB med Gerber och har en snabbare kontrollhastighet än mänskliga ögon, men kräver fortfarande mänsklig verifiering. Alla beställningar är också föremål för en fullständig inspektion inklusive dimension, lödbarhet, etc. för att säkerställa att produkten uppfyller våra kunders standarder, och innan paket och leverans utförs en 100% kvalitetsrevision ombord.

● IPC-A-600 - Acceptability of Printed Boards, som definierar en branschomfattande kvalitetsstandard för godkännande av PCB.
● IPC-6012 - Kvalificerings- och prestandaspecifikation för styva brädor, som fastställer typerna av styva brädor och beskriver kraven som ska uppfyllas vid tillverkning för tre prestandaklasser av brädor - klass 1, 2 och 3.
Ett kretskort av klass 1 skulle ha en begränsad livslängd och där kravet helt enkelt är produkten för slutanvändningen (t.ex. garageportöppnare).
En klass 2-kretskort skulle vara en där fortsatt prestanda, förlängd livslängd och oavbruten service är önskvärd men inte kritisk (t.ex. ett PC-moderkort).
Ett kretskort av klass 3 skulle inkludera slutanvändning där fortsatt hög prestanda eller prestanda på begäran är kritisk, fel inte kan tolereras och produkten måste fungera vid behov (t.ex. flygkontroll- eller försvarssystem).
▲ TILLBAKA ▲
STEG 16: Förpackning - Serverar vad du behöver
Brädorna förpackas med material som uppfyller standardförpackningskraven och boxas sedan innan de skickas med det begärda transportsättet.
Och som du kanske gissar, ju högre klass, desto dyrare är kretskortet. I allmänhet uppnås skillnaden mellan klasserna genom att kräva stramare toleranser och kontroller som resulterar i en mer tillförlitlig produkt.
Oavsett vilken klass som anges kontrolleras hålstorlekar med stiftmätare, lödmasken och förklaringen undersöks visuellt för övergripande utseende, lödmasken kontrolleras för att se om det finns något intrång på dynorna och ytans kvalitet och täckning finish undersöks.
IPC-inspektionsriktlinjer och hur de relaterar till PCB-design är mycket viktigt för PCB-designers att bli bekanta med, beställnings- och tillverkningsprocessen är också viktig.
Inte alla kretskort är skapade lika och förståelsen av dessa riktlinjer hjälper till att säkerställa att den producerade produkten uppfyller dina förväntningar på både estetik och prestanda.
Om du är BEHÖVER DU NÅGON HJÄLP med PCB-design eller har frågor om Steg för PCB-tillverkning, tveka inte att dela med FMUSER, Vi lyssnar alltid!

Dela är att bry sig!
▲ TILLBAKA ▲
